济南海马机械设计培训中心
济南海马机械设计培训中心
锂电池卷绕机是用来卷绕锂电池电芯的,是一种将电池正极片、负极片及隔膜以连续转动的方式组装成芯包(JR:JellyRoll)的机器。
国内卷绕制造设备始于2006年,从半自动圆形、半自动方形卷绕、自动化制片开始,之后是组合自动化,制片卷绕一体机,激光模切卷绕一体机,阳极连续卷绕机,隔膜连续卷绕机等。

卷绕机有正、负极送料单元,将正极、负极和隔膜卷绕在一起的机构叫卷针。
按照电池芯的形状主要分为方形和圆柱形电池电芯卷绕机,一般卷绕设备采用两副或以上卷针、单侧抽针的结构。
卷绕机的主要机构有:正负极极片和隔膜主动放卷、极片和隔膜换卷、自动纠偏、自动张力检测与控制。
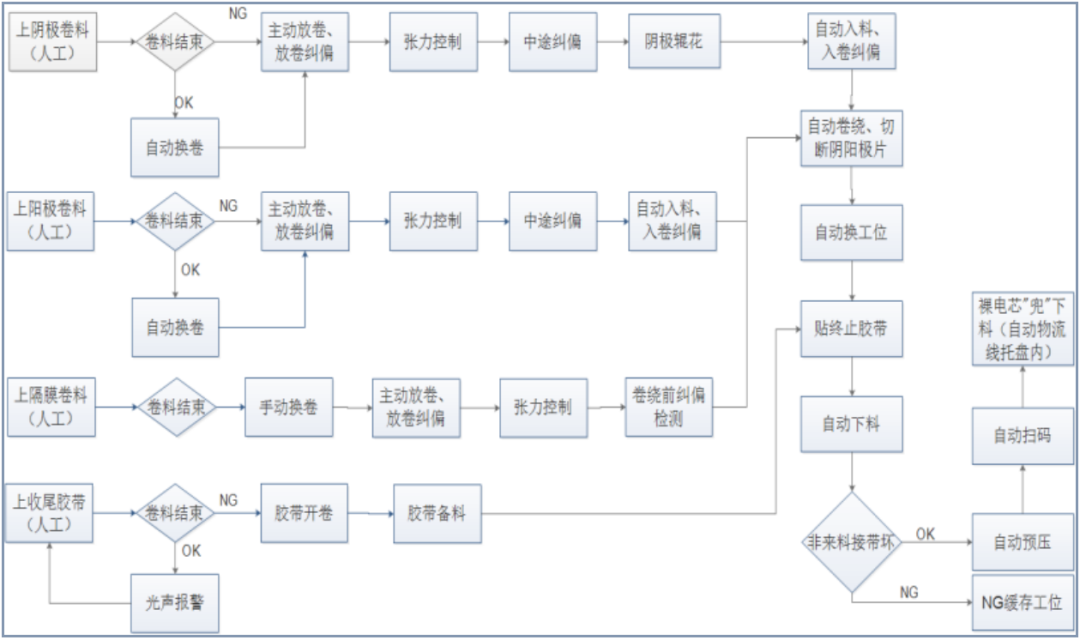
极片由夹辊驱动机构引入卷针部分,与隔膜一同按照工艺要求进行卷绕。卷绕完成后自动换工位、切断隔膜和贴终止胶带,成品裸电芯自动下料后,经过预压、扫码,良品成品裸电芯自动转移到托盘中再转移到后工序。不良品裸电芯自动卸料到不良品裸电芯收集处。
卷绕的工艺流程如下图:
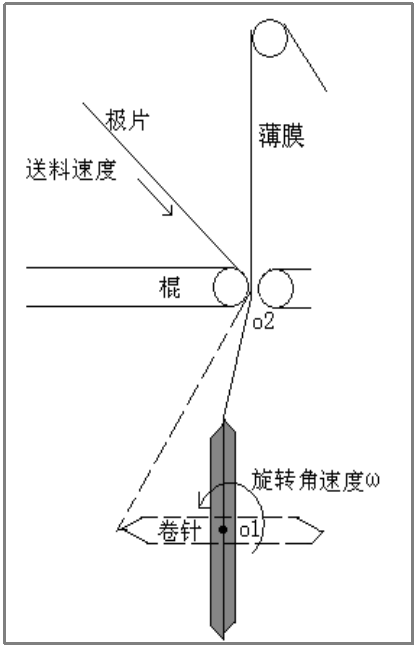
①预卷绕:正负极片初始送极片过程,该过程中正负极片在送极片机构夹持极片以一定的速度送入卷针,需要控制卷针的旋转角和速度与送极片机构相匹配。该过程涉及两个同步:隔膜的放卷速度与卷针速度的同步,送极片速度与卷针的速度同步。
②卷绕过程:在完成了正负极片初始送极片过程后,正负极片被隔膜裹紧,并绕卷针缠绕,后续转动卷针即可实现连续卷绕。该过程中通过检测料卷的张力大小调整极片放料电机的放料速度,来保证卷绕过程中料卷的的恒定张力。
预卷绕中的控制问题属于开环控制问题,卷针、隔膜和极片两两之间是否真正的同步没法准确测量,这就要求我们建立准确的卷绕控制模型,尤其是对于尺寸较大的电池的卷绕要求更高。卷绕中料带张力,可以在控制中采用闭环反馈控制技术。
另外,卷绕过程中,我们实际控制的是卷绕电机转动的速度,而实际速度是各料卷以及卷针卷绕实际半径的函数,该半径是动态变化的。目前,在没有实际传感器测量的情况下,我们假设料卷一次上料后卷芯逐步增大,中间半径的变化规律完全符合阿基米德螺旋线定律。初始卷料半径通过程序预先设定。
(编者探讨:采用控制卷绕电机的转速来调节转绕速度其实是很困难的,不仅是料卷半径的变化,还有卷绕松紧、料厚变化的因素影响,采用阿基米德螺旋线定量来控制更是一种理想状态,与实际会有较大差异。解决这个问题只要加专门驱动机构就可以了。)
③卷绕过程动态控制模型:由于预卷绕过程属于开环控制,准确的数学模型是卷绕控制系统成败的关键。尤其是对于极片的线速度大于1m/s时,准确的卷绕模型是控制卷绕张力的稳定,是卷绕质量控制的关键核心。
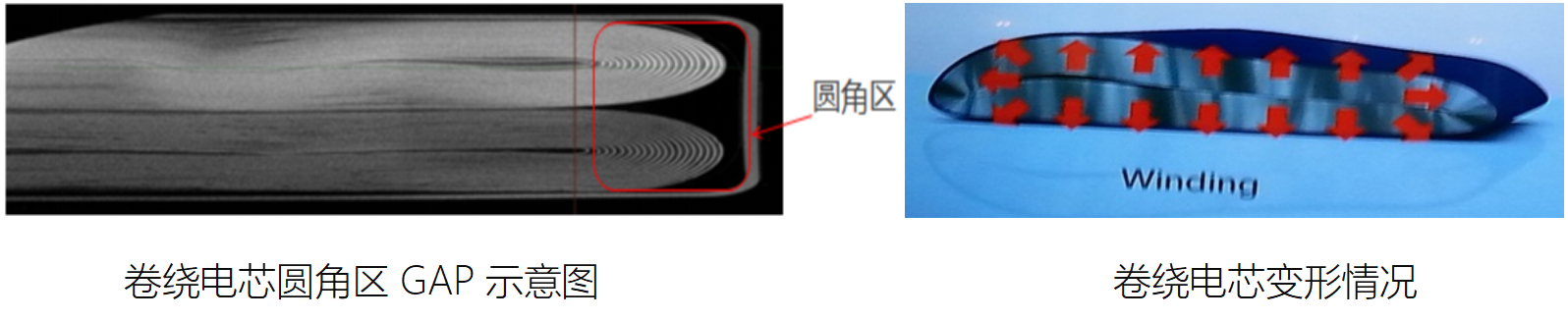
④电芯高质卷绕:电芯高质量卷绕的核心问题是卷绕电芯的隔膜、极片贴合均匀,表现为没有间隙,而且电池使用过程中隔膜和极片相互间在各个方向保持接触应力均匀一致。
这对卷绕机提出两个方面的要求,
一是:卷芯抽卷针后依然保持贴合应力的一致,这样对卷针轮廓形状的设计非常重要,尤其是方形卷绕电池,要保证卷绕抽针后极片和隔膜的贴合应力均匀,卷绕轮廓曲线必须是一阶导数连续的封闭曲线,判断原则是曲线不断,平滑无尖角。
其次是:隔膜、极片进入卷针时,在卷针切线的母线方向,张力是一致的,这要求隔膜极片的纠偏幅度不应该太大,应该保证在隔膜、极片弹性范围内的一个限值。
⑤方形卷绕电芯的GAP问题
依据卷绕机的自动化程度可以划分为手工、半自动、全自动和一体机等类型。按照制作的芯包大小可以划分为小型、中型、大型、超大型等。如下是几种卷绕机的示意图。